
|
|
|





Начало теста «керамических» лаков опубликовано в прошлом номере. Теперь пришла пора посмотреть окрашенные панели спустя месяц, ведь процессы полимеризации и, конечно, эксплуатации растянуты во времени. И на каждой стадии можно снимать различные интересные показатели. Также мы проверили «керамолаки» в действии — окраской переходом. 
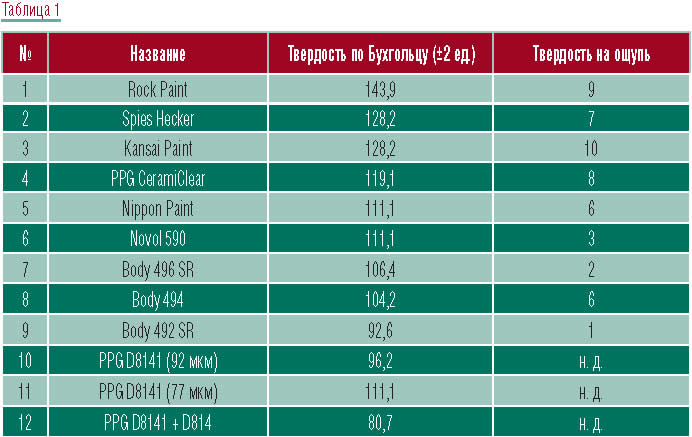
ТвердостьПоскольку твердость лака явно должна сказываться на его «керамических» свойствах, то ее надо вычислить в абсолютных величинах. Твердость можно определить, например, карандашом — точнее, грифелем марки Koh-I-Noor, а можно — методом Бухгольца, что мы и сделали. Есть еще субъективный «ногтевой» метод: опускаем руку на поверхность, упираемся четырьмя ногтями в лак и без увеличения нагрузки (под собственной тяжестью) совершаем движение вдоль линии ногтей, после чего проверяем, есть риски или нет. Для проведения правильного замера по Бухгольцу приходится разыскать на каждой тест-пластине точку с толщиной ЛКП 60 микрометров, но на двух дополнительных площадках PPG минимальная толщина превышает требуемый лимит, и данные по ним несколько искажаются. Результаты — в таблице 1. Получается, что у лака Rock Paint 150-8350 Scratch resistance clear твердость, определенная методом Бухгольца,— самая высокая. Хотя по ногтевым ощущениям Rock Paint делит первую позицию с Kansai Paint. Самым нетвердым, как и должно быть, оказывается лак PPG с пластификатором. Данные по лаку ArmorCoat в данном случае также некорректны, так как толщина его на испытуемой пластине составила около 150 микрометров, а твердость — в пределах 80 единиц. Зато ногтями при стандартных условиях он не царапается вовсе. Испытание на твердость по методу Бухгольца
Прибор состоит из прямоугольного металлического блока, выступающего из блока индентора определенной формы и определенного размера, изготовленного из закаленной стали в виде колеса с острыми кромками, и двух выступающих опор. Они расположены так, чтобы при устойчивом положении прибора на горизонтальной поверхности эффективная нагрузка на индентор равнялась 500 г (при массе прибора 1000 г). Прибор осторожно устанавливают на покрытие, оставляют индентор в этом положении на 30 секунд, после чего аккуратно снимают. Длина вдавливания измеряется с точностью как минимум до 0,1 мм. Сопротивление вдавливанию вычисляется по формуле: 100 / L, где L — номинальное значение длины вдавливания. Сопротивление резанию
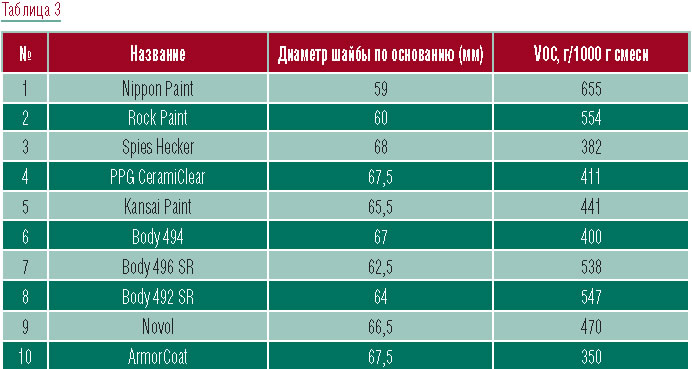
Оценивая размер риски, о лидере нашего предыдущего замера можно сказать следующее: складывается впечатление, что слой лака Rock Paint имеет постоянную твердость по всей толщине сухой пленки. У PPG CeramiClear и Nippon Paint — наоборот: если учесть, что режутся они хуже всех, но при этом твердостью не блещут, получается, что основная «прочность» сосредото- чена в поверхностном слое, который и сопротивляется резанью. А при нажатии общий слой продавливается глубже за счет более мягко-эластичных внутренностей… А что с ними произойдет при ремонтной шлифовке-полировке? Кстати, годичный Body HS по аналогичной методике воздействия скотч- брайтом выдает 0,175–0,2 микрометра, хотя сразу после нанесения (через двое суток) результат по риске составлял 0,34 мкм. ArmorCoat же вообще не поддается этому воздействию, нужно приложить много усилий, чтобы хоть как-то его заматировать… Сухой остатокВ прошлом номере мы рассказывали, что планировали проверить содержание до полной полимеризации в стандартном стакане смеси лака, с предварительным и последующим определением веса и диаметра. Как и следовало ожидать, за четыре недели «шайбы» некоторым образом усохли со стартовых 76 мм, и их новый диаметр красноречиво говорит о сухом остатке (см. таблицу 3). Об этом же говорит перевзвешивание листов ватмана с корочно-лаковой пропиткой. Тут явный лидер — Spies Hecker, а Nippon Paint показывает себя слишком жидким и сильно испаряемым. Шайбы PPG и Novol даже через месяц все еще сыроваты в донной части и явно должны немного «просесть», есть небольшое пятнышко влаги и у Kansai, но шайба вся твердая.
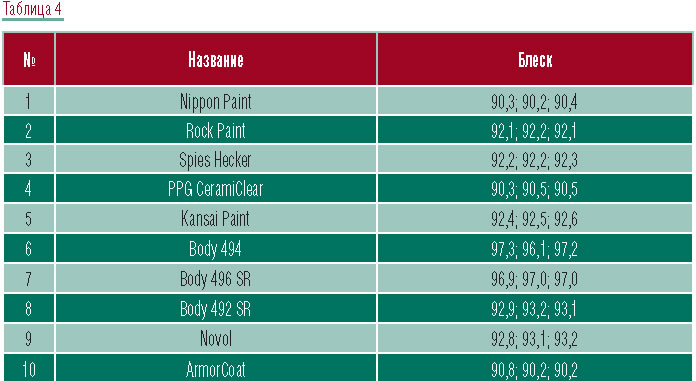
ДекоративностьТеперь два декоративных параметра: степень блеска и светопропускание (прозрачность). Блеск мерили по черным панелям после их месячного «отстоя» с предварительным сдуванием пыли сжатым воздухом. Данные — в таблице 4. Потрясли всех, конечно, показатели Body — даже юстировочная пластина выдает только 97 единиц, а панель с Body 494 дважды превышала этот порог — на 0,3 и 0,2 единицы. Главное, никто не выпал за 90 единиц, а показатели Rock Paint, Spies Hecker и Kansai Paint — стандартные для таких материалов.
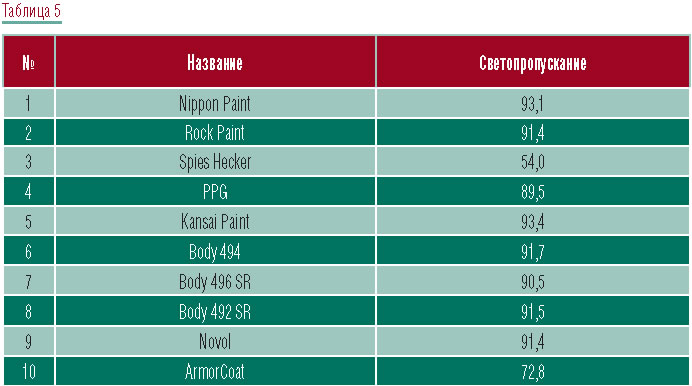
По светопропусканию (см. таблицу 5) справились все, кроме помутневшего Spies Hecker и специфического ArmorCoat. Но на тонких пленках этих лаков, нанесенных на поверхность, такого эффекта не обнаруживается.
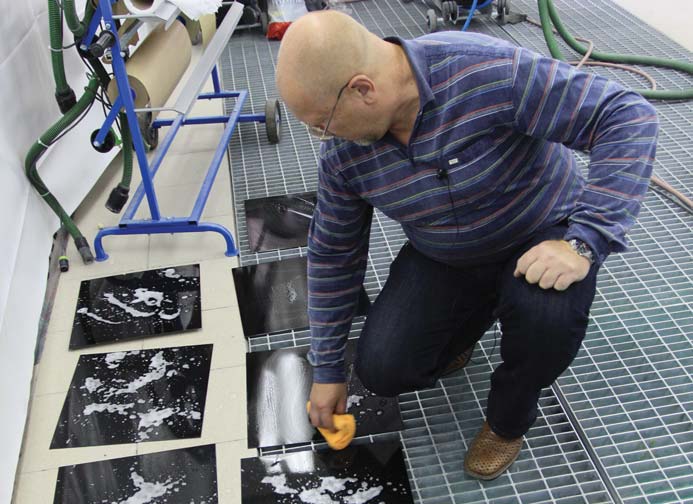
Опыл. Засушивание капельНа первом этапе окраски мы проводили тест с нанесением на угол панели дополнительного слоя лака после пяти минут выдержки последнего слоя. Хорошо справился с данным испытанием Spies Hecker. Остальным — «троечка». При помощи накачного триггера и инфракрасной сушки мы провели имитацию высыхания капель воды на черной поверхности под палящим солнцем. Результат был предсказуем: надрезы по контуру капель появились и не исчезли даже после обработки чистящим средством Cillit, а противостоял им только ArmorCoat. Щетка
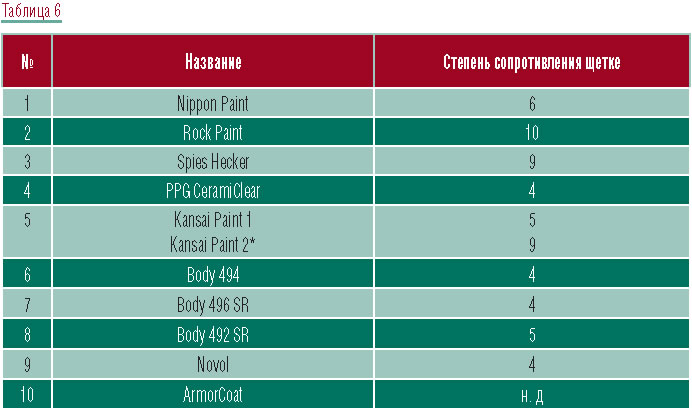
К сожалению, блескомера в нашем распоряжении не было, пришлось полагаться только на свои визуальные ощущения. Результаты по десятибалльной шкале приведены в таблице 6. Работа спорится: царапать — не полировать, тем более что лаки уже проявили свои способности при контакте со скотч-брайтом. И тут на Rock Paint 150-8350 Scratch resistance clear возникает интересный эффект. Если до него все Body и даже PPG CeramiClear затерлись со страшной силой, то здесь явное и выразительное сопротивление: серых рисок при свете люминесцентных ламп (без рассеивателей) практически незаметно: как была блестящая чернота, так и осталась. А затем проявились еще два интересных участника этой «зимней сказки»: Spies Hecker и Kansai Paint. Сначала некоторые уточнения про Kansai. В прошлый раз, когда панель окрашивалась полностью, нанесен был не «керамический» лак, а просто твердый, а уже переходной слой делался именно «керамическим». Разница в сопротивлении щетке очевидна — твердый царапается вполне прилично (хотя кто-то еще приличнее — см. таблицу 6), а появившийся у нас Super Diamond Clear Q заметно начинает сопротивляться… 
Рисок нет 
Риски после зимней щетки Теперь о Spies Hecker. Как нам и обещал Георгий Герасимов (инструктор «Интерколора», назначенный на создание перехода), лак начал самозатягиваться, то есть изначально риски от жестких щетин заметны, а потом при свете люминесцентных ламп они действительно «уходят». Но продолжается это не до бесконечности, и если проанализировать эффект воздействия щетки в течение последующих трех дней, заметно, что активность «исчезновения» снижается. Видимо, «регенерацион- ные» свойства поверхностной пленки со временем истощаются. У ArmorCoat результаты аналогичны воздействию скотч-брайта, следов от щетки не остается. Свойства в этом плане практически уникальные, но лак — он не ремонтный, а именно защитный. Также мы решили проверить лаки под воздействием пуль, выпущенных из «пневматики». Их воздействие, конечно, не совпадает с эффектом от песка и мелкого щебня, летящих из-под колес, но все же… На тест-пла-стинах 400 х 400 х 1,2 мм ремонтные лаки скалываются под всеми тестовыми углами и на дистанциях от трех до пяти метров. Только ArmorCoat удается устоять в таких режимах. Ему же покорилось испытание и на тестовой панели двери ВАЗ 2105, хотя большинство и там не избежали сколов разной формы /величины/характера. Поскольку все панели готовились без применения полной ремонтной технологии (системы), включая «кислотники», то мы принимаем решение о некорректности результатов на данном этапе относительно ремонтных лаков, но при этом признаем реальные защитные свойства ArmorCoat. 
После скотч-брайта на поверхности остаются следы. Исключение — ArmorCoat Трудности переходаЯ никогда не красил переходом полноценно и ответственно, с использованием переходных растворителей, биндеров и блендеров… И сейчас мне воочию удастся узреть краем глаза святая святых процесса окраски, да еще и оценить качество перехода по лаку. А поскольку цвет — черный — у нас подобран с расчетом «увидеть все», то скрыть это «все», как на светлых «металликах» (в том числе на популярном в России «серебре»), не очень-то получится. Метод плавного перехода по лаку Nippon Paint подразумевает нанесение лаков на ограниченную ремонтную зону, исключая полную окраску детали или увеличение ремонтной площади. Цель — скрыть разницу по глянцу и прозрачности, а также сокращение ремонтной площади. Окрашиваемая поверхность и зона перехода должны быть обработаны тонким абразивом — не грубее, чем Р1500 — «по мокрому» с обработкой зоны перехода абразивной пастой nax Compound Rough Sanding с белым неабразивным скотч-брайтом. Остатки пасты и продукты шлифования должны быть тщательно удалены с водой, после чего поверхность необходимо обезжирить. В нашем случае половина детали шлифуется сухим абразивом 3М серии 260L и зернистостью Р1500. Два слоя лака (возможно нанесение трех слоев) в нормальной пропорции разведения наносятся последовательно — последующий слой перекрывает предыдущий примерно на 5 см. После нанесения основных слоев лака в остатки рабочей смеси было добавлено 100 % nax Fading Agent (по объему) специального растворителя по прозванию «бакаши» и уже этой смесью обработана зона перехода, как заматированная часть, так и глянец — технология предусматривает размыв края опыла лака только по «мату» с дальнейшей располировкой риски. Последующая полировка снимает тончайший слой на глянце, а на «мате» все должно держаться достаточно крепко. В случае если кромка размывается недостаточно хорошо, количество добавки nax Multi Fading Agent можно увеличить, но не использовать ее в чистом виде. В ассортименте Novol есть растворитель для переходов Thin 890 — специальный состав для нивелирования оптической разницы цвета в местах соприкосновения старого покрытия и нового акрилового лака. Он наносится тонко: один- два прохода в местах соприкосновения старого и нового лакового покрытия. Возможно два метода работы: наносить состав либо после каждого слоя бесцветного лака или эмали, либо после последнего слоя. В нашем случае Михаил Белоруков, представляющий в тесте Novol, решает пойти вторым путем и дает отмашку Николаю Семененко на нанесение полутора слоев лака с последующим нанесением на переходную зону растворителя двумя проходами. Но идеально нанести переходной растворитель по краю заматированной зоны не получилось, так как Николай дюже широко размахнулся и полуслой лака уложил по всей матовой поверхности, а полный слой лака заканчивал уже на глянце. Посмотрим, чем это все закончится… Добавим, что половина панели была подготовлена вручную серым скотч-брайтом 3М и матирующей пастой PPG. Kansai Paint предлагает пойти следующим путем: основная зона готовится серым скотч-брайтом с матирующей пастой, примерно десять сантиметров до осевой (разделительной) переходим на золотистый (медный) скотч-брайт с той же пастой, а десять сантиметров после осевой — уже чистая матирующая паста на салфетке. Нанесение ЛКМ видится так: подготовленная смесь полноценным разливом покрывает всю зону серого скотч-брайта и половину золотистого, глянцевый опыл, соответственно, переходит в матовый на дистанции в половину золотистого и на просто пасту. Затем в рабочую смесь лака добавляем 50–60 % растворителя для перехода и уже этой смесью перекрываем окрашиваемую панель ровно по осевой с заходом на нормальный розлив лака и на неопыленную поверхность из-под пасты. Теперь в «разбуханную» смесь лака доливаем того же растворителя для перехода (250–500 % от имеющегося объема) и вот этой «жижей» перекрываем опылы от предыдущего прохода с заходом и на зону серого скотч-брайта, и на чистый глянец первичного лака ремонтируемой поверхности. А потом — полировка, полировка, полировка… Самая экзотическая технология — у Body. Сначала идет шлифовка зоны основной покраски Abralon Р600 диаметром 150 и только серым нетканым материалом с абразивом Body, затем — шлифовка зоны «перехода» лака по старому лаку Abralon Р2000 диаметром 150 и именно матирующей пастой Body Sand 802, а потом — шлифовка всей панели до зоны оклейки Abralon Р4000 диаметром 150. Дальше — проще: раз все перешлифовали Р4000, то заканчиваем нанесение вторичного лака в любом месте и в любой точке. А затем идут «непонятки»: представляющий на нашем тесте марку Body Андрей Мартиросов утверждает, что растворитель для перехода добавляют в рабочую смесь лака «по вкусу», а как говорится в одной пословице, «у каждого он свой». И уже этот переразбавленный состав наносим на зону «выхода». Сушка, естественно предусмотрена, и снова последовательно — прошлифовка зоны «выхода» лака Abralon Р2000 диаметром 150, а еще прошлифовка всей поверхности детали Abralon Р4000 диаметром 150, полировка поверхности детали в зоне перехода полировочной пастой № 1 и окончательно финишная полировка всей детали и сопрягаемых панелей полировочной пастой № 2. Ура. У Rock Paint первоначально все шлифуется Р1000 — Р2000 «по мокрому», затем в дело идет смесь Universal blender (пропорция смешивания: на 90 частей «блендера» 10 частей лака) по всей шлифованной поверхности и чуть шире места перехода по лаку, потом — лак тонкими слоями (до трех), а в заключение по переходу необходимо напылить несколько легких слоев доразбавленной 30 частями любого разбавителя линии 016 рабочей смеси лака. С сушками и полировками завершаем процесс. Оценка качества шагрениГлоссарий «Береговая линия» — кромка размытого края вторичного лака после шлифовки (при необходимости) и полировки. «Вазовская» шагрень — крупная, высокая шагрень, близкая по форме к классической шагрени на автомобилях ВАЗ. «Камни», «булыжники» — пятна вторичного лака, находящиеся (заполнившие) углубления в первичном лаке. «Палочное освещение» — освещение люминесцентными лампами (дневного света) без рассеивателей. «Фьорды» — глубоко изрезанная «береговая линия». Первичный лак — поверхность лака, нанесенного на первом этапе теста. Вторичный лак — поверхность лака, нанесенного на втором этапе те- ста по технологии перехода. Body 494. Поверхность достаточно хорошо смотрится. Шагрень прилично плоская и рубленая, овальчики достигают 3–4 мм, и такая зона идет фактически до середины панели, где заметен «пробив» замыленной риски, возможно, еще с наполнителя. С середины панели четко видно увеличение высоты шагрени и уменьшение ям до миллиметра, проявляется различимый подразмытый глянцевый опыл, причем опылистая зона начинается именно от «береговой линии» вторичного лака, которая ярко проявляется после обезжиривания 647-м растворителем в виде «каменистых», рвано-хаотичных «фьордов», и даже местами с надрезанными и шелушащимися краями… Распыл «фьордов» в нижней и верхней части выштамповки очень большой и доходит до трех сантиметров, а средняя часть отработана получше, и там «береговая линия» — с «булыжниками» не более одного сантиметра. В дальнейшем размытый опыл на расстоянии 10–12 см переходит в хорошую наливную «вазовскую» шагрень, которая явно более выпуклая по сравнению с левой частью панели, и тянется эта густая, жирная и сочная шагрень (ямки 4–5 мм) практически до самого правого края.
Novol. Первоначально переход был сделан много левее осевой линии раздела и, соответственно, по глянцу, а не по риске, при этом шагрень была достаточно пологая (не «вазовская»), симпатичная и хорошо отполированная, размер ям — от 2,5 до 4 мм, форма в большей степени овальная, и именно эта шагрень растянута фактически по всей детали. Левая и правая стороны достаточно похожи, но поскольку переход и располировка делались по глянцу, то «береговая линия» заметна при любом освещении, невзирая на ее узость (4–5 мм). А в зонах недополированных «краевых клиньев» проглядывала и чешуйчатость. Поскольку хотелось все-таки увидеть «береговую линию» именно на подготовленной поверхности — по риске, а не по глянцу, пришлось срубать вторичный лак с глянца первичного «зверскими методами» с помощью микроабразивов P1500 серии 260L. Конечно, шагрень в зоне шлифовки (центральная часть панели) исчезла, и после полировки все стало выглядеть совсем зеркально. При этом под определенным углом на контрасте палочных ламп стала проявляться и размытая риска практически по всей «зеркальной» площади. «Береговая линия» на подготовленной и отполированной поверхности «под палками» незаметна, а с точечным источником сразу проявляется в виде замечательных «фьордов» (не более сантиметра), причем «валуны в воде» имеют мутный периметр и глянцевую черную середину. Хорошо, что после полировки они не шелушатся. После обезжиривания «фьорды» видны и в «палочном» свете, при этом обнаружились уширения «береговой линии» до двух сантиметров, но их немного, и края не шелушатся. 
«Фьорды» Body Body 496 SR. Левая сторона — с хорошей плоской шагренью, которую нельзя назвать «вазовской», приличная и достаточно растянутая (слегка плоско-рубленая), ямы не только в виде овалов, но и в виде ромбов размерами 4 х 1,5–2,0 мм, и это все на четверти панели от левой стороны, дальше идет переход в плоскопологую шагрень, достаточно суховатую и слегка уменьшенную по сравнению с предыдущей. Пять сантиметров от центральной линии — и возникает зона опылистого разлива (такое замечаем на панелях, покрашенных Body, не в первый раз), причем опыл будто клином сверху вниз, не доходя до нижней подштамповки сантиметров семь. Правее опять возникают кругловато- ромбические ямки, еще правее — хороший залив, хотя и слегка рубленый (близок к «вазовской» шагрени), размером 2–4 мм, и так до самого края. Найти «береговую линию» на «палочном» свете практически невозможно, различимо только изменение шагрени с пологой на опылистую, зато точечным источником «берег» обнаруживается сразу, «фьордовая» зона — от 5 до 10 мм, с растянутыми клиньями (до 50 мм) в верхней и нижней частях, при этом никаких шелушений, и сплошные дымчатые «булыжники». После обезжиривания резкого выделения «берега» незаметно, «фьорды» на «палочном» свете не вылезли, но под точечным источником заметно общее помутнение поверхности, причем первичный лак менее мутный относительно вторичного, а дымчатые «фьорды» на фоне общего замутнения вторичного лака практически не видны. Nippon Paint. Шагрень низкая, мелкорубленая и достаточно равномерная, основной размер — 1 х 3 мм, но встречаются и квадратные пятна. Ближе к осевой шагрень начинает немного растягиваться, а непосредственно у осевой переходит в опылистую, размер точки — примерно 1 мм. Что интересно, у маляра получилось создать примерно 7-сантиметровую практически однородную по шагрени поверхность (полосу) в верхней части центральной выштамповки, а ближе к низу все это «конденсируется» в глянцевый опыл. Правее идет шагрень, достаточно похожая на левую сторону, но немного более рубленая. Не было бы клина в середине панели — тогда бы переход по шагрени точно не найти.
Body 492 SR. Левый край — хорошая «вазовская» шагрень, потом идет «вазовская», но уже пониже, причем размер овальных пятен — до полутора миллиметров в ширину и четырех в длину. Фактически виден переход по шагрени на первой трети левой половины, в верхней части зоны опыл начинает выделяться наиболее ярко (ямы в миллиметр и меньше), дальше опять пошла «растяжка» шагрени до размера три миллиметра, а местами овалы ромбическо-квадратической формы доходят до четырех. Под этой рубленой шагренью начинает пробивать продольная риска, и непонятно откуда она высвечивает, то ли подготовка под зону перехода, то ли просадка в наполнитель… «Пробивание» и однородная шагрень равномерно распределены по всей правой половине панели. Переход «под палками» не обнаруживается, но на отражении белой стены видна разница по мутности слоев: левая сторона более черная, а правая — более «белая». Под ярким светом тактического фонарика замечательно проявляются «крутые берега» («камней в море» мало) и то, что первичный лак более белесый по сравнению с вторичным. Хотя с изменением угла потока света и угла осмотра эта разница начинает снижаться (левая сторона больше чернеет). Ширина «прибрежной линии» — 1–5 мм. Производим обезжиривание 647-м растворителем, и выявляется, что край первичного лака начинает выделяться не за счет разно- тона, а из-за проявления мелкой риски, которая, скорее всего, лезет из-под вто- ричного лака. Под фонарем «фьорды» более контрастные, но шелушения нет, только на этом лаке проявляется равно- мерная мутность на «камнях», и не переходящая в ту или иную сторону. Еще несколько технических подробностей Попытки измерить толщину лака слева и справа от «береговой линии» в основном выдают 3–5 микрометров, фактически это в пределах погрешности прибора. Проявление продольных рисок из-под вторичного лака может быть обусловлено несколькими причинами: неправильно подобранный абразивный материал (зерно большего, чем нужно, размера), слишком большой нажим на абразив или неправильная обработка — только в одном направлении, без применения пересекающего движения с одновременным снижением нагрузки. Чтобы избежать рисок, стоит обратить внимание на матирование поверхности с помощью эксцентрик-ротационной машинки и использовать соответствующие абразивы, которые в зависимости от поставленной задачи позволяют либо «рубить холмы», либо их плавно обтекать. Идеального невидимого перехода в нашем случае не получилось. Конечно, выбран был не самый удобный цвет — черный, да и линия перехода расположена не по углу или краю подштамповки, она пересекает не цилиндр, а рубит почти плоскую поверхность. Но, невзирая на мастерство или неотработанность технологии, полученные декоративные поверхности позволяют говорить о возможных достойных результатах. Конечно, до тех пор, пока воздействие моющих средств и чистящего инструмента не приведет к вымыванию остатков замазывающих составляющих паст и образованию хаотических рисок на разнотвердых слоях ЛКП. Spies Hecker. На четверти панели наблюдается достаточно мелкая, пологая рубленая шагрень 1,5–3 мм, причем это и треугольники, и окружности, и квадратики, дальше — более приличная на вид поверхность, хотя «рубленость» присутствует, размер вогнутостей вырастает до четырех миллиметров. Ближе к линии раздела проявляется еще более мелкая и еще более рубленая, низкая и рваная шагрень, но опыла как такового в этой зоне незаметно. Уже от осевой шагрень растягивается снова в четыре миллиметра на полтора-два, и даже почти в кругляши до двух миллиметров диаметром, и практически до конца панели сохраняет такой рельеф. На этой панели разность в рельефе практически незаметна, и если бы не пыль и песок в лаке, то результат был бы близок к необходимо-ожидаемому. «Палочное» освещение не выяв- ляет никаких «береговых фьордов», а точечным фонарем — они с трудом обнаруживаются, именно там, где начинает проявляться измельчение рублености. По мутности «береговая кромка» напоминает первичный лак, а вторичный — более черный. Обезжириваем: на «палочном» свете никаких переходов незаметно. Фонарик линию перехода проявляет, но она заметна по контрасту с правым вторичным лаком. «Фьорды» не очень глубокие: от трех до десяти миллиметров, и наблюдается общая мутность без контрастных и шелушащихся камней. 
Разнотвердость Kansai Paint Rock Paint. Первые 12–13 см — мелкорубленая шагрень, контуры овальные, квадратические и треугольные, размер — 1,5 х 3 мм. Потом идет переход в плавно растянутую, хорошо отполированную и, что самое интересное, слегка съеженную поверхность, вся эта хорошая пологая шагрень доходит практически до середины панели, а там уже «выплывает» изменение: шагрень становится чуть более выра- женной, но сильно в глаза не бросается. После осевой шагрень переходит опять в пологую (овалы-ромбы), но до размера той самой, хорошей, не дотягивает. «На палках» «берега» не заметны, но с точечной подсветкой вылезают острые «фьорды», хотя «камней в воде» немного. Размер «нитки» — от 1,5 до 10 мм. После обезжиривания на «палочном» свете линия достаточно заметна, с помощью фонаря «фьорды» выглядят почти как и до, первичный лак при этом чернее, чем вторичный (разница небольшая), а сама «береговая линия» — сочно мутная относительно обоих слоев. Kansai Paint. Шагрень практически до середины хорошо срублена, и она достаточно пологая, то есть поверхность почти «в зеркало», хотя по узкой кромке заметна легкая рубленость. К середине панели «зеркало» начинает возвращаться к реальности (шагрень достаточно пологая и достаточно рубленая), и так до самого правого края. По правой стороне заметна проглядывающая вертикальная риска, похоже, что от подготовки под вторичным лаком; сам слой лака достаточно тонкий, даже прикинуть размер контуров ям невозможно. Заключение
Наши испытания на полигоне продолжаются. Мы определили самый твердый лак — Rock Paint 150-8350 Scratch resistance clear, дальше — прямая дорога к тесту систем полировки именно на таком лаке. Ведь сколько разговоров по поводу того, что «керамические» лаки не полируются или делать это нужно сразу, а чуть позже — никак. Стало быть, «назначаем» лак Rock Paint 150-8350 «ответственным» за качество результатов теста систем полировки по «керамическим» лакам и начинаем подготовку этого испытания. Благодарим Елену Травникову («Троль-авто»), руководство учебного центра PPG и «Реневал авто» за помощь в проведении теста Издание: Новости авторемонта Алексей Шмаков |
|
|||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||
 По сравнению с начальным этапом у нас немного изменился состав участников. От «Интерколора»
лак Spies Hecker представлял Георгий Герасимов, от «Рефинишавтолака» помощь в контроле
и снятии данных нам оказывают Сергей Лебедев и Евгений Степанов, а Оксана Сихневич
из компании «Троль-авто» самоотверженно разбиралась с твердостью испытуемых при
помощи прибора Бухгольца.
По сравнению с начальным этапом у нас немного изменился состав участников. От «Интерколора»
лак Spies Hecker представлял Георгий Герасимов, от «Рефинишавтолака» помощь в контроле
и снятии данных нам оказывают Сергей Лебедев и Евгений Степанов, а Оксана Сихневич
из компании «Троль-авто» самоотверженно разбиралась с твердостью испытуемых при
помощи прибора Бухгольца. Метод применяется для определения твердости однослойных и многослойных покрытий
на плоских и горизонтальных поверхностях изделий и пластинах для испытания путем
вдавливания с применением специального прибора Бухгольца. Длина следа вдавливания,
образующегося при приложении индентора прибора определенного размера и определенной
формы к покрытию в определенных условиях, служит характеристикой остаточной деформации
(твердости) покрытия. Результат выражается в виде функции, обратной величине длины
вдавливания, и эта величина растет с увеличением характеристики. Так как глубина
вдавливания зависит от толщины слоя, полученный результат справедлив в том случае,
если толщина покрытия превышает глубину вдавливания.
Метод применяется для определения твердости однослойных и многослойных покрытий
на плоских и горизонтальных поверхностях изделий и пластинах для испытания путем
вдавливания с применением специального прибора Бухгольца. Длина следа вдавливания,
образующегося при приложении индентора прибора определенного размера и определенной
формы к покрытию в определенных условиях, служит характеристикой остаточной деформации
(твердости) покрытия. Результат выражается в виде функции, обратной величине длины
вдавливания, и эта величина растет с увеличением характеристики. Так как глубина
вдавливания зависит от толщины слоя, полученный результат справедлив в том случае,
если толщина покрытия превышает глубину вдавливания.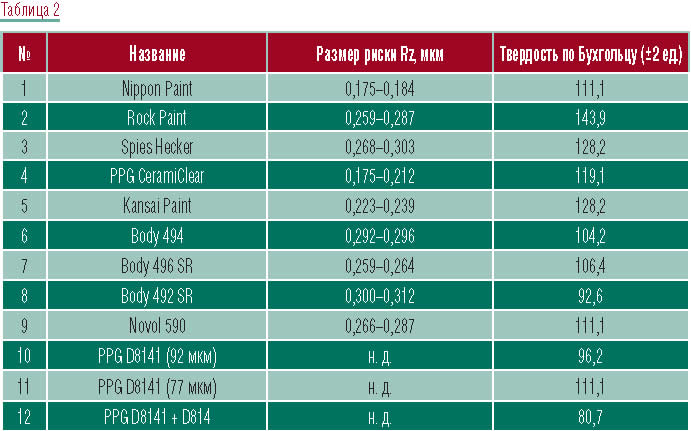 Следующее измерение — определение величины риски Rz в микрометрах после двойного
хода по ЛКП золотистым скотч-брайтом CarSystem под распределенной нагрузкой в 2
кг. Результаты представлены в таблице 2.
Следующее измерение — определение величины риски Rz в микрометрах после двойного
хода по ЛКП золотистым скотч-брайтом CarSystem под распределенной нагрузкой в 2
кг. Результаты представлены в таблице 2.

 Раз международные методики предусматривают тестирование лаков такого класса с помощью
щеток и моек, у нас на этот случай есть своя «стандартизированная» зимняя щетка
с жесткой щетиной, принимающая участие в тестах аналогичной направленности с 2003
года. Попробуем ее, и даже не будем дополнительно нагружать двумя килограммами.
Для оценки качества сопротивления лака внешнему воздействию движения щеткой совершаем
в трех направлениях: 20 двойных продольных,20 двойных под углом 45о к продольным
и 2 двойных под углом 135о к тем же продольным. Предварительно поверхности выведены
«в ноль» и не имеют на глянце ни одной голограммы.
Раз международные методики предусматривают тестирование лаков такого класса с помощью
щеток и моек, у нас на этот случай есть своя «стандартизированная» зимняя щетка
с жесткой щетиной, принимающая участие в тестах аналогичной направленности с 2003
года. Попробуем ее, и даже не будем дополнительно нагружать двумя килограммами.
Для оценки качества сопротивления лака внешнему воздействию движения щеткой совершаем
в трех направлениях: 20 двойных продольных,20 двойных под углом 45о к продольным
и 2 двойных под углом 135о к тем же продольным. Предварительно поверхности выведены
«в ноль» и не имеют на глянце ни одной голограммы.
 Если говорить о заметности «береговой линии» после прохода антиголограммной пастой,
то при хорошем «палочном» освещении ее абсолютно не видно на узких сантиметровых
зонах, при освещении мощным источником — находится, но с трудом, при этом заметна
«облачность» — это те же самые «фьорды» после обезжиривания.
Если говорить о заметности «береговой линии» после прохода антиголограммной пастой,
то при хорошем «палочном» освещении ее абсолютно не видно на узких сантиметровых
зонах, при освещении мощным источником — находится, но с трудом, при этом заметна
«облачность» — это те же самые «фьорды» после обезжиривания.
 Под «палочными» лампами «береговой линии» не разглядеть, а с точечным источником
«фьорды» проявляются мутноватыми пятнышками (зона от одного сантиметра). Первичный
лак выглядит более мутным по сравнению с вторичным, хотя обычно — наоборот. После
обезжиривания с разных сторон на «палочном» освещении тяжело что-либо различить,
слегка заметны мутность первичного слоя и чернота вторичного. Под точечным источником
резкого высвечивания «фьордов» незаметно, но и первичная, и вторичная зоны замутнели,
хотя первичный лак остается чуть более мутным. Само покрытие даже после полировок
выглядит не абсолютно гладким — на нем заметно какое-то легкое дробление поверхности,
хотя «мелкой съеженностью» это не назвать.
Под «палочными» лампами «береговой линии» не разглядеть, а с точечным источником
«фьорды» проявляются мутноватыми пятнышками (зона от одного сантиметра). Первичный
лак выглядит более мутным по сравнению с вторичным, хотя обычно — наоборот. После
обезжиривания с разных сторон на «палочном» освещении тяжело что-либо различить,
слегка заметны мутность первичного слоя и чернота вторичного. Под точечным источником
резкого высвечивания «фьордов» незаметно, но и первичная, и вторичная зоны замутнели,
хотя первичный лак остается чуть более мутным. Само покрытие даже после полировок
выглядит не абсолютно гладким — на нем заметно какое-то легкое дробление поверхности,
хотя «мелкой съеженностью» это не назвать.
 В ходе теста мы получили немало данных, снятых различными
способами и сгруппированных в таблицы, а также авторские ощущения. Глав- ный вывод
— материалы, сопротивляющиеся внешним воздействиям, с приставками SR- и «анти-»
действительно появились.
В ходе теста мы получили немало данных, снятых различными
способами и сгруппированных в таблицы, а также авторские ощущения. Глав- ный вывод
— материалы, сопротивляющиеся внешним воздействиям, с приставками SR- и «анти-»
действительно появились.
|
Главная|Полезные статьи|Общий каталог продукции|
Наши бренды |
About us
О компании|Новости компании|Реализованные проекты|Информационные материалы|Контакты Организация автосервиса|Сервисная Служба ООО «Интерколор»|Учебно-информационный центр|Консалтинг|Специальные предложения Шиномонтажное оборудование| Форум| Карта сайта| Поиск |
||||||
| Учебный Центр "Интерколор": подготовка колористов (сервис-формулы), курсы для маляров (технология окраски), семинары по цветоподбору (колористика), технология локального ремонта, технология полировки, семинары для руководителей СТОА и мастеров цехов, выездные семинары. Организация автосервиса: технологическое планирование СТОА, разработка технологических стандартов для сетевых компаний, рекомендовано автопроизводителями, технический надзор при реализации проектов СТОА, оснащение оборудованием, поставка расходных материалов. Консалтинг: технический аудит автосервисов, экспресс-анализ кузовного производства, технико-экономическое обоснование оснащения СТОА, бизнес-план СТОА, дистанционный мониторинг СТОА, расширенный аудит автосервисов, оптимизация расходов СТОА, консалтинговые услуги для центров технического обслуживания автомобилей. Филиалы компании "Интерколор": Москва, Санкт-Петербург, Астрахань, Белгород, Владимир, Волгоград, Воронеж, Волгоград, Воронеж, Гомель, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Магнитогорск, Минеральные Воды, Мурманск, Минск, Набережные Челны, Нижний Новгород, Новосибирск, Омск, Пенза, Пермь, Петрозаводск, Ростов-на-Дону, Рязань, Самара, Саратов, Смоленск, Ставрополь, Тамбов, Тула, Тюмень, Уфа, Челябинск, Ярославль. Наша продукция: Profi_Line, Trommelberg, Spies Hecker, RedHotDot, Usi Italia, IQ, Reiz, Huberth, Betacord, Zauber Air. |
||||||
|
|
Создание сайта, веб-дизайн, продвижение сайта: iCom | |||||
|
||||||
